





◆ Y轴采用双电机驱动,精选配对,确保运动平稳。
◆ 采用高精级齿轮齿条传动,速度快,精度高。
◆ 采用进口方形直线导轨,保证机器的精度并可承受大负荷。
◆ 台面人性化设计,既可压轮固定,也可夹持工件,使用方便。
◆ 智能保护工作台面,防止误操作等可能造成的台面损坏。智能加工越界保护,防止设计板面超过加工幅面引起的机械碰撞现象。
◆ 手动注油润滑系统,保养维护方便。
随时接受技术咨询,为顾客提供技术诊断。
维护人员接到技术通知,立即赶赴现场,排除故障。

排式换刀雕刻机联系方式:
24小时咨询热线:15665783519
电话:400-660-8750
QQ:2801301420
想要了解更多木工雕刻机产品:
http://www.tuaocnc.com/plus/list.php?tid=8
排式换刀雕刻机技术参数:
X轴*Y轴*Z轴 1300mm×2500mm×200mm
整体机床 梯形钢结构
工作方式 龙门移动
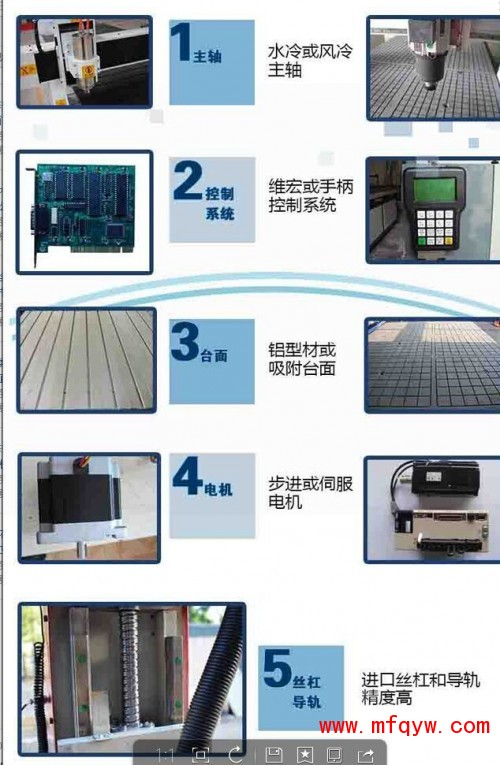
工作台面 铝型材台面
主轴电机 4.5kw水冷主轴
主轴转速 6000—24000rpm/min
软件控制系统 上海维宏
电机 步进电机
运行速度 25m/min
刀具 Ф6mm---Ф12.7mm
软件支持 Type3/Artcam/Ucancam/Caxa/Mastercam/UG/文泰/JD
控制柜 独立控制柜(带液晶显示屏,不带主机)
工作电压 380V/50/60Hz(电缆线采用高柔屏蔽线)
加工精度 ±0.03mm
重量 约2吨
刀具在加工时为什么会产生径向跳动?
首先我们要清楚刀具和夹头的配合,夹头和螺母的配合,上刀方法是否正确以及刀具自身的质量都是影响跳动的因素。在这一方面我们要注意夹头和螺母的清洁,不能有灰尘。上刀力度要正确,过大和过小都不好。还有非常重要的刀具伸出长度要小。主轴电机的转速在必要的时候也要注意,在对主轴转速要求不是很高的材料,如金属铜,我们可以选择一个合理的主轴转速,来降低径向跳动。其次在加工时怎样减小刀具径向跳动。
刀具在加工时为什么会产生径向跳动?就是因为径向切削力加剧了径向跳动,所以,减小径向切削力是减小径向跳动重要原则。使用锋利的刀具:锋利的刀具进行加工时整体的切削力就小,这样刀具受到的径向切削力就小,这样就可以减小刀具的径向跳动;刀具的前刀面要光滑:这样在加工时,就可以减小切屑对刀具的摩擦,这样也可以减小刀具受到切削力,从而降低刀具的径向跳动;在精加工时使用逆铣:注意这只是在精加工时使用,在进行粗加工时还是要使用顺铣,否则刀具的使用寿命很难得到保证。
04-7.15